

![HP's new Metal Jet 3D metal printing process [Source: HP]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0a7b6a731f.jpg)
HP is at long last entering the metal 3D printing market with their new Metal Jet process.
The company has been developing 3D print technology for many years, starting with the simple act of reselling Stratasys equipment way back in 2010, likely as a way to begin learning about the technology. Since then the company has gone on to develop their own successful plastic 3D printing equipment, and even more recently enhanced them to enable full-color 3D printing.
Their plastic equipment’s process is highly dependent on leveraging the company’s very successful inkjet nozzle technology developed for large-scale 2D printing.
![HP's startling progress on developing advanced inkjet nozzle technology [Source: HP]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0a7b717d93.jpg)
Now HP has done the same nozzle leverage yet again, this time to create a new metal 3D printing process they call “Metal Jet”.
Those familiar with HP’s plastic 3D printing process will see many familiar steps in the Metal Jet process:
- Deposit a layer of powder
- Selectively add a binding agent to the layer with those fancy nozzles
- Add another layer of powder and repeat until the object is completely built
- Remove the object from the powder and dry it
- Place in sintering furnace to fuse the metal particles together
![The HP Metal Jet process as compared to their Multi Jet Fusion plastic 3D printing process [Source: HP]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0a7b770033.jpg)
It’s a very straightforward process, but one key difference from their plastic equipment is that there is no heat involved in the process, save for the sintering step at the end. This is typically done in a standard industrial sintering furnace, which HP expects most clients to already possess.
The process is not about “print speed”, but instead is about “throughput”. It’s intended to be sold to manufacturers who are building larger quantities of objects, since prototyping single objects on this system is not appropriate. HP calls the Metal Jet approach a “batch process”, in which many parts are created all at once. So the “parts per minute” equation should be good, although we have not yet seen any specifics for throughput.
Their initial implementation will be a machine with a healthy 430 x 320 x 200 mm build volume. The first and only material at launch will be a stainless steel material, and HP expects the cost of the system to be “less than US$399K”.
That’s a very good price point, because it implies the cost per part will be lower than producing the same parts on competing powder-bed/laser fusion 3D metal printing systems. In fact, HP claims the machine will be “50x” more productive than those platforms.
![HP's example use cases for Metal Jet print technology [Source: HP]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0a7b7ba01a.jpg)
In several examples shown HP says the cost per part printed will be 10-20X less expensive than competing 3D metal printing options. Because of this, they expect to set break-even volumes typically to around 50,000 parts.
That is a number far less than the millions of parts produced by today’s mass production facilities, but is still significant: we can now see a journey taking place where the break-even point will continually rise, perhaps eventually getting close to traditional production levels.
There are some very interesting characteristics about the HP Metal Jet technology.
The powder being used turns out to be standard metal injection molding, or “MIM” powder. Presently there are thousands of different types of MIM powders commonly available in the industry for all manner of engineering characteristics. They are also available at far lower cost than the speciality metal powders required for powder-bed/laser systems.
HP is starting only with stainless steel powder, but expects to add additional materials to the menu as demand arises. Their chemists and 3D printing experts will certify powders for future use in Metal Jet systems.
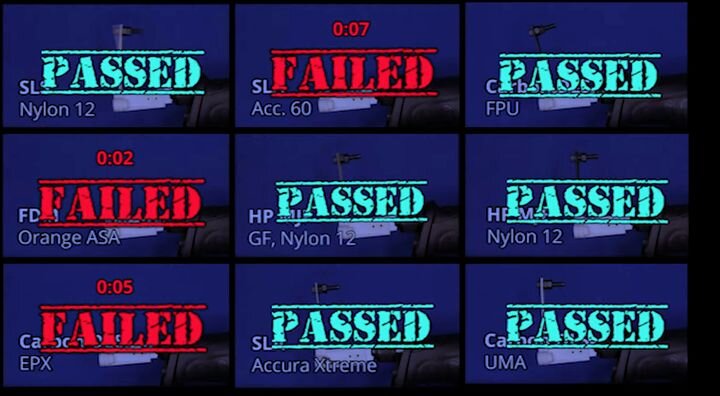
![Results of third party testing of HP Metal Jet prints [Source: HP]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0a7b80fbff.jpg)
HP has engaged third parties to perform extensive testing on parts printed with the Metal Jet technology and found that they are isotropic, meaning they are equally strong in all directions and thus can be used for production purposes.
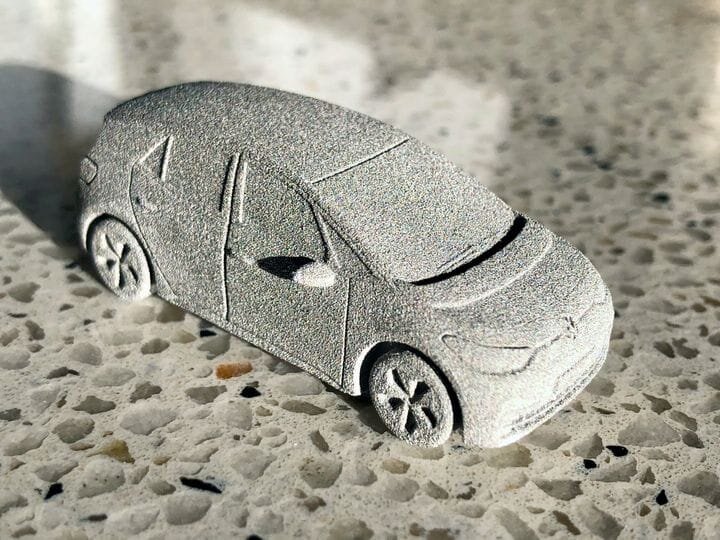
![Good quality 3D metal prints from the HP Metal Jet process [Source: HP]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0a7b86028d.jpg)
The surface quality of the parts appears excellent, as you can see in this image. Note the penny for size. HP says that the surface resolution is actually better in the XY axes than the Z axis, but for most applications it should be more than sufficient.
HP says that some MIM powders include up to 40% polymer binder, which, of course, must be removed after injection molding. This causes some constraints on the geometry of the object because the binder must somehow diffuse through large volumes of material. However, in the HP Metal Jet process they tend to use an order of magnitude less binder, making it possible to print objects with larger walls. So far HP has printed 25mm walls without issue and expects to print larger walls in the future.
This is one interesting point: if the mix of materials is different, then the client must adjust the recipes used for sintering. Normally there is a precise sequence of timings and temperatures on sintering steps to ensure quality results. I’m wondering if HP has considered preparing standard sintering recipes because of this. In fact, one of their competitors, Desktop Metal, markets their own sintering furnace, which has integrated recipes. I suspect that HP expects that most of their clients will be well-acquainted with sintering processes.
The technology should enable far faster product development: imagine being able to print a batch of dozens of variations of a part all at once, and then testing them. This is quite different than the serial development processes typically performed today.
Important point: HP says the unused MIM powder is 100% recyclable! This is entirely different from almost all other powder systems that typically insist on having, say, 50% “fresh” powder in every job to ensure quality. This alone could be a substantial money-saving feature.
As the process takes place in a cold powder bed, there is no need for support structures. These structures typically complicate 3D metal printers, often requiring fancy software or brainy engineers to thermally design print jobs. No need for this on the Metal Jet process. Prints should be no different than today’s MIM objects.
![Screenshot of HP's 3D Metal Jet printing portal [Source: HP]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0a7b8a537e.jpg)
HP is not actually selling the machine yet. They have an unusual deployment strategy. They will first set up two companies, GKN and Parmatech, to act as service bureaus and receive orders through HP for metal printing. Both of these companies are large and well experienced in producing parts for both automotive and medical industries, with GKN producing an astonishing 13M parts PER DAY! This service launches right away.
In 2020, HP will begin limited deployments of the equipment to customer sites, followed in 2021 by general availability.
So far the HP Metal Jet process seems quite impressive; we will have more thoughts on the process and its implications in a future post.
Via HP





The debate over use of proprietary or open materials ecosystems is becoming a big topic in 3D printing.