

What’s different about Fabrisonic’s patented UAM technology?
3D printing is entering its fourth decade, with a lot of new technologies being developed along the way. Currently, the most popular among them is fused deposition modeling (FDM)—also known as fused filament fabrication (FFF)—a quick and cost-effective method for producing physical models.
However, FDM results in parts that lack strength and have relatively rough surface finishes. The detail of finished prints is limited by the size of the nozzle, and so the technology is not able to deliver finishes with higher details. Additionally, the strength of finished parts is limited because each layer is joined to the layer below it. This is also the case for other forms of 3D printing such as selective laser sintering (SLS), stereolithography (SLA) and other processes.
Enter Fabrisonic and its unique ultrasonic additive manufacturing (UAM) technology. Engineering.com sat down with CEO Mark Norfolk to discuss how the idea came about, what makes it different, its applications and limitations, and what the future holds for the company.
What Is Ultrasonic Additive Manufacturing?
Fabrisonic was formed in 2011 to consolidate the intellectual property of Edison Welding Institute (EWI) and Solidica, a Michigan-based for-profit company. “Their social mission is to create new manufacturing technologies,” says Norfolk. “What they were looking at is, how do we weld multiple layers of metal foil to make something?”
When that technology came about, it was then further developed into a 3D printing technique—culminating in Fabrisonic’s first machine, the SonicLayer 7200. Its success led to the development of a smaller machine, the SonicLayer R200, and a midsized production model, the SonicLayer 4000.
Fabrisonic controls nine patents covering all aspects of UAM. Norfolk explains the process: “We take thin foils in the range of 125 to 250 microns and lay them down. We roll over them with a device called a horn. As it’s rolling over, it’s vibrating left or right in the order of microns, like 20 microns.”
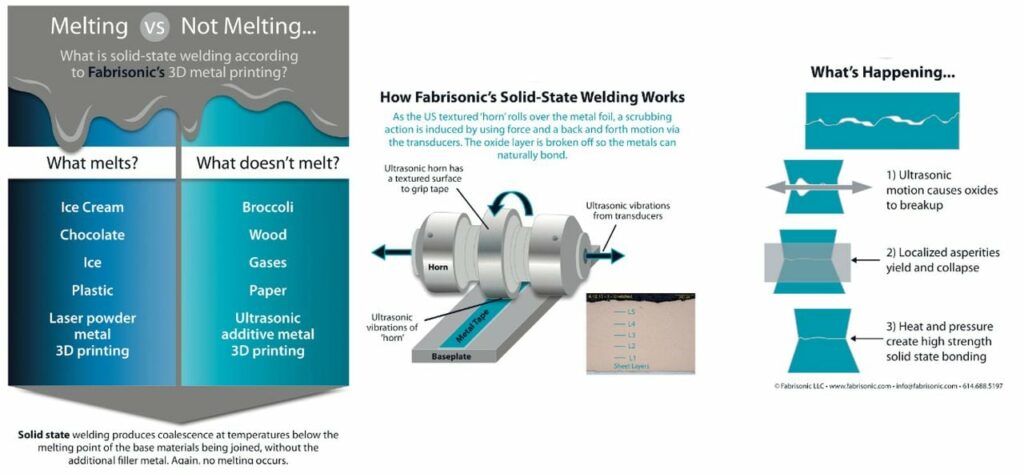
The vibrations remove the oxide layer from the metal sheets, allowing them to bond together at temperatures below 200°F. “That vibration is taking those metals and scrubbing them,” says Norfolk. “It allows us to clean off the surface of the metal, so that we have clean metal on clean metal. Put a little bit of pressure there, and you get a solid-state bond.”
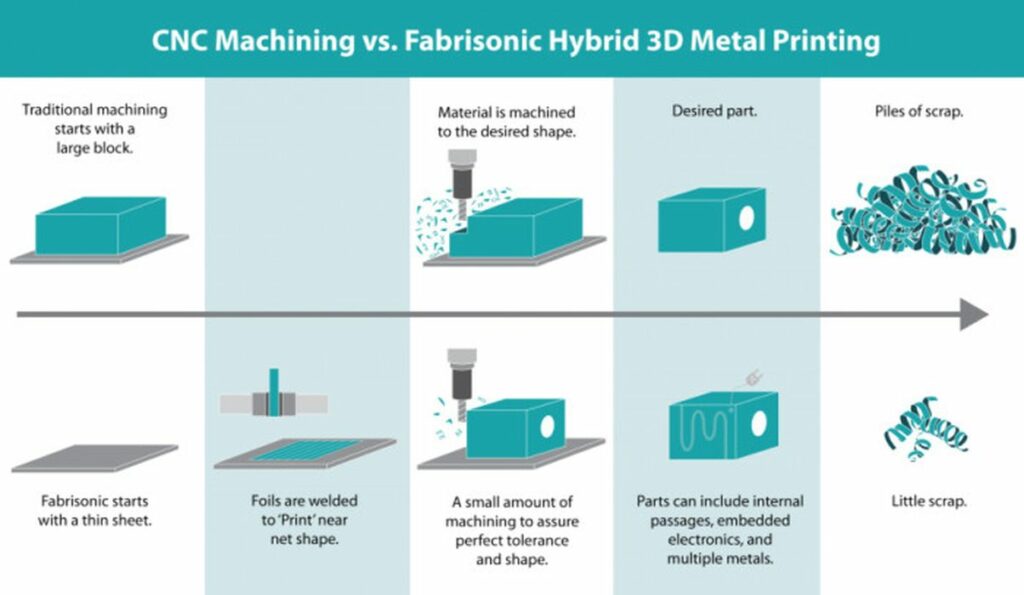
UAE is a hybrid process, where all systems are CNC mills to which welding capability has been added. “This way, we can weld for a while, mill for a while, weld for a while, mill for a while,” says Norfolk.
UAM performs ultrasonic welding on a semicontinuous basis where solid metal objects are built up to a three-dimensional shape through a succession of welded metal tapes. Through periodic machining operations, detailed features are milled into the object until a final geometry is created by removing excess material. UAM combines the advantages of additive and subtractive fabrication approaches to allow 3D parts to be formed with high accuracy, smooth surfaces and complex internal passageways.
As shown in the figure that follows, the machine consists of a rolling ultrasonic welding system that is made of two 20,000 Hz ultrasonic transducers and the welding sonotrode. High-frequency ultrasonic vibrations are locally applied to metal foils and held together under pressure to create a weld. The vibrations of the transducer are transmitted to the disk-shaped welding sonotrode, which in turn creates an ultrasonic solid-state weld between the thin metal tape and the substrate. The continuous rolling of the sonotrode over the plate welds the entire tape to the plate. Successive layers are welded together to build up height. This process is repeated until a solid component has been created. CNC contour milling is then used to achieve the required shape and surface finish.
What Differentiates UAM from Other Technologies?
The solid-state nature is a key advantage of ultrasonic welds. “The key differentiator is we’re not melting,” says Norfolk. “If you melt a metal and resolidify it, you totally change the grain structure.” This means that the material properties are not changed at all, which helps maintain its integrity.
“If you melt and resolidify metals, and mix two different metals, what resolidifies is often not desirable,” adds Norfolk. “It’s typically an intermetallic, which is very brittle.”
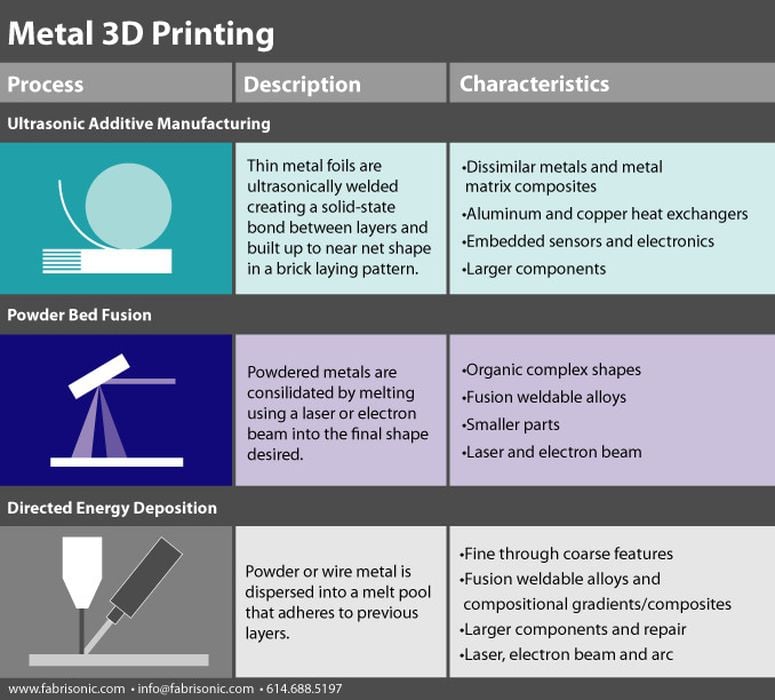
Since the process does not utilize melting, different metals can be combined, such as titanium with steel, Inconel or aluminum—and all in the same part without creating any deleterious microstructures or undesirable brittle metallurgy. The result is one part with all the best properties of the different materials. For instance, layers of Molybdenum and Invar can be printed into an aluminum heat exchanger to match the coefficient of thermal expansion (CTE) of a mounted electronic circuit.
Another aspect that sets UAM apart is its ability to embed electronics and sensors. “Because we are not melting at any point, we can stop, drop in an electronics package or sensor for health monitoring, and then continue to weld right over top of that,” says Norfolk. Fabrisonic has been able to successfully embed many electronic components in solid metal parts using UAM, including microprocessors, sensors and telemetry.
Since the materials are only slightly heated, they don’t experience changes in grain size, precipitation reactions, or phase changes. The properties of the incoming feedstock are the same as the properties of the final part. The low temperature bond also allows delicate components to be embedded in solid metal without the damage incurred in comparable fusion-based additive processes.
There are significant cost savings as well. “It all happens at essentially room temperature,” says Norfolk. “It eliminates the need for shielding gases for vacuums.”
The whole process is carried out in an open environment, lowering the cost. Metal foils are also easily available commercially. “We’re buying foils off the open market,” says Norfolk. “We are paying $6 a pound for 6061, a common workforce aerospace aluminum.” In comparison, powders are hundreds of dollars a pound. The economics help Fabrisonic in making especially larger parts.
Read the rest at ENGINEERING.com