
Get ready for an avalanche of high speed desktop 3D printers.
We’ve already seen some signs: Bambu Lab and Prusa Research have both released high speed desktop printers that have received notable attention.
These machines print at speeds typically 2-5X faster than “normal” FFF 3D printers that most often slog along at something between 40-60mm of filament each second.
For many years that was the standard speed, something close to 50mm/s, with a few exceptions that could hit 80mm/s or even 100mm/s. However, at higher speeds print quality suffered because of a combination of effects from printhead momentum and an inability of software to compensate.
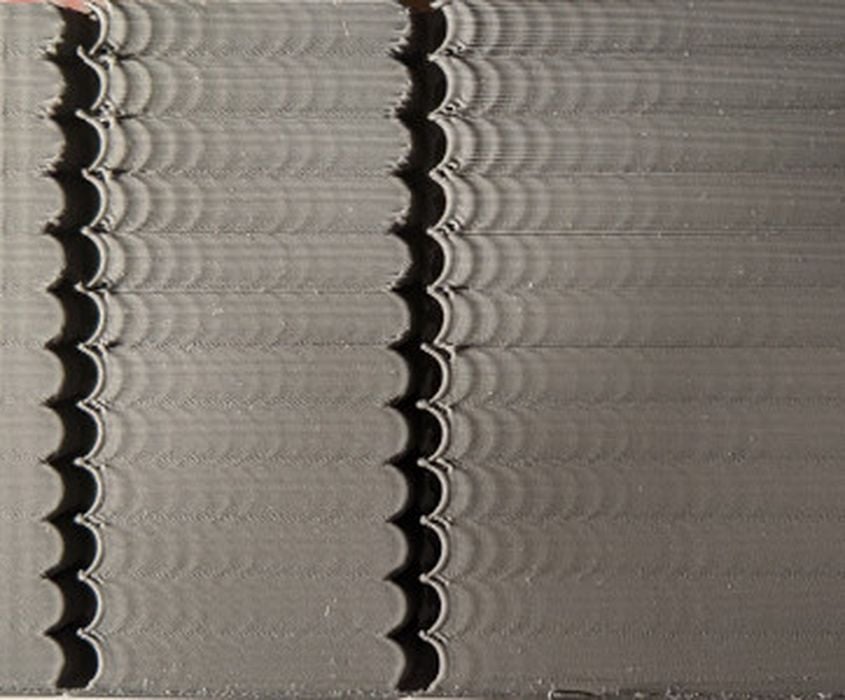
The typical quality effect is called “ringing”, in which “shadows” appear in the surface near corners. These develop because the printhead literally shakes as it suddenly changes direction while extruding. These become more pronounced as speeds increase, eventually becoming unusable.
The scene began to change a few years ago with the introduction of Klipper firmware. This firmware introduced a new concept called “input shaping”. The idea is to provide compensation for these unfortunate vibrations by adjusting the timing of the movements in a very precise manner.
Klipper explains their solution:
“Input shaping is an open-loop control technique which creates a commanding signal that cancels its own vibrations. Input shaping requires some tuning and measurements before it can be enabled. Besides ringing, Input Shaping typically reduces the vibrations and shaking of the printer in general, and may also improve the reliability of the stealthChop mode of Trinamic stepper drivers.”
This sounds good: install Klipper and you have a 2-5X faster machine, right? No, it doesn’t actually work that way. It turns out that the vibrations are a product of not only the motion but the physical nature of the machine. Should the mass of a component change, say by installing a different cooling duct on the printhead, the vibration profile is entirely different.
This meant that to use Klipper you had to perform a significant amount of careful calibration for it to work properly. Take a look at the lengthy Klipper page to get a feel for what has to be done. There are plenty of instructions available on the Internet to do so, both in video and text formats. However, for the majority of casual FFF 3D printer operators these are steps well beyond their wheelhouse.
As a result we don’t see very many high speed 3D printers on the market using Klipper.
There have been some attempts to simplify this dilemma, such as Bambu Lab and Prusa Research doing all this tuning for their machines before shipping. Alternatively, Creality offered an external box that could assist in using Klipper on their systems.
But so far it hasn’t really taken off, and the vast majority of desktop 3D printers continue to use Marlin firmware rather than Klipper. Klipper seems to be in the mostly experimental zone of the market.
A quiet development may change this equation.
Marlin’s latest firmware release, 2.1.2, introduces input shaping!
This suggests that upcoming desktop 3D printers may acquire input shaping potential simply by the manufacturers including the latest firmware versions — which they should always do.
That’s part of the way there, as there is still the issue of calibration, and I foresee a couple of ways this could be solved if large numbers of machines have the firmware already installed by default.
One way could be that the manufacturers add a software procedure that could perform the calibration. The operator could run the software tool and the necessary tuning could be identified. This could be tightly integrated to the machine, or less so, depending on how sophisticated the manufacturer wants to go.
Another option could be a third party tool that could be made with an easy-to-use friendly workflow to accomplish similar results. I suspect such tools might already be under development somewhere.
Regardless of how that happens, it would appear we are closer to a world where the default FFF 3D print speed could be a lot higher than it is today.
— “normal” FFF 3D printers that most often slog along at something between 40-60mm of filament each second. —
You mean linear travel speed. 40-60mm/s would be ~100-150mm^3/s of filament. These are not the speeds of a ‘normal’ FFF printer.
I interpret “mm of filament per second” as filament speed through the extruder, what you are discussing is nozzle (or printhead) speed, which is not the same thing.