

![What do you do with all the 3D prints made by a continuous 3D printer? [Triditive’s AMCELL system / Source: Fabbaloo]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb09fc95e6fc.jpg)
It’s occurred to me that there is an upcoming issue that the 3D printing industry has yet to solve: print tracking.
The idea of tracking prints seems a bit mysterious, but let me explain. The problem will likely appear as a result of multiple “continuous” 3D printers now appearing on the market.
A continuous 3D printer differs from a typical 3D printer in that it is capable of operating without stopping. In other words, it is able to unload completed 3D prints automatically without human intervention, thus setting up the machine for a subsequent 3D print job. Repeat that and you have a machine that can work essentially continuously.
![Tiertime’s X5 continuous 3D printer [Source: Fabbaloo]](https://fabbaloo.com/wp-content/uploads/2020/05/tiertimex5continuous-1_result_img_5eb09fc9bf9bd.jpg)
There are multiple examples of such machines now appearing on the market, including:
![The Blackbelt continuous 3D printer [Source: Fabbaloo]](https://fabbaloo.com/wp-content/uploads/2020/05/blackbelt-machine-ov-1_result_img_5eb09fca21393.jpg)
There’s a few more and certainly others under development, but the key feature of each of these systems is the ability to automatically remove prints and set up for the next print job. This means these devices are essentially low-volume factories that can pump out small quantities of 3D printed objects without much labor involved – although post-processing is still an issue.
Basically you will turn on the machine and later pick up a bucket of prints. It’s that easy.
![Loop3D’s continuous build 3D printer [Source: Fabbaloo]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb09fca8231a.jpg)
But I foresee a big problem that all of these machines will face: print tracking.
Here’s the problem: you have one of these machines and you’ve set it up to continuously print client requests. You must attempt to run the machine 24/7 to justify your investment, and should be able to because the machine is able to run in unattended mode.
The next afternoon you enter the workshop to pick up the bucket of completed prints and face the big question: Whose prints are these?
![3D Systems’ Figure 4 continuous 3D printer [Source: Fabbaloo]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb09fcaec5ae.jpg)
All you have is a bucket full of 3D prints. There is no obvious way for you to tell which print belongs to which client. You have no way to determine which print belongs within which batch a client requested.
Perhaps this could be averted if an operator were to swap buckets as the machine operated, so that each client’s prints were in separate buckets. But that involves a lot of manual intervention that defeats the purpose of the machine’s unattended feature. Worse, there may be a stream of small segments that might require dozens or even a hundred separate buckets.
This problem typically does not exist in traditional mass manufacturing where each part is essentially identical. There’s a bucket, but it is the same for all parts produced in a big job run. Meanwhile 3D printing offers the possibility of changing the machine’s output on the fly.
![Carbon’s SpeedCell continuous 3D printing solution [Source: Fabbaloo]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb09fcb5ea07.jpg)
Worse, each and every single print could potentially be different. A unique, custom 3D print is one of the notable features of 3D printing, so you can bet these continuous 3D printers will certainly be used to make them. How will you know that the 163rd print off the line is destined for a specific customer in Iowa?
There must be a method for tagging and tracking prints, otherwise these machines will result in either a lot of manual work or chaos.
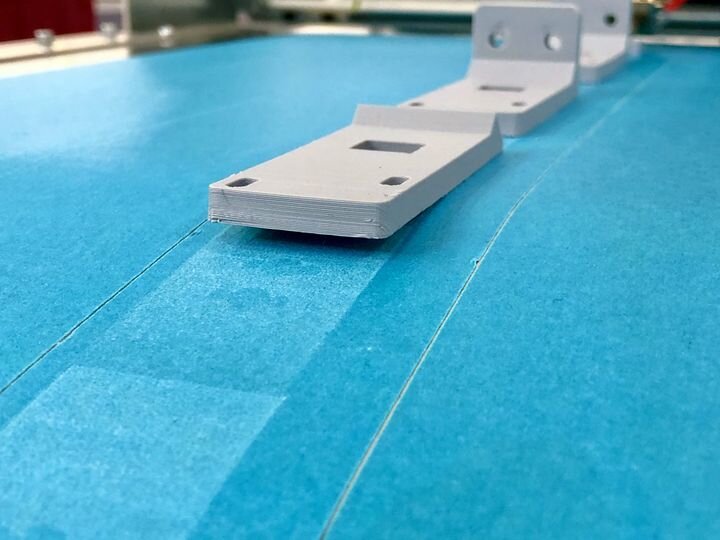
Of the vendors above, I believe only Stratasys has made an attempt at this issue. Their demonstrator printed on cut sheets, and each sheet was labelled by printing codes right on the sheet. At the time we spoke to Stratasys about this feature, they seemed to hint that the tracking system would theoretically enable a complete end-to-end lifecycle for a print job.
![Stratasys’ continuous build demonstrator prints a serial number on the build sheet [Source: Fabbaloo]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb09fcbc871f.jpg)
But that sounds like a rather complex solution applicable only to Stratasys’ concept and hardware, and unlikely to become an industry standard approach. By the way, we haven’t heard anything regarding Stratasys’ demonstrator machine for more than a year, so it’s unclear whether they are still pursuing the technology.
I liken this current dilemma quite similar to the state filament 3D printing was in before manufacturers figured out the proper ways to implement bed adhesion. Today the standard approach seems to be a removable heated spring steel plate coated with PEI or other appropriate adhesion material. Machines without this or similarly functional adhesion solutions are now seen as deficient in the market.
That’s the state of affairs in the continuous 3D printing space: no one has quite figured out the best way to do this.
I am certain we will see various attempts at solutions as these machines become more popular. Which one will become the dominant approach? I’m not sure, but I’ll be watching closely.




No one seems to offer collaborative 3D printing modes on dual extrusion devices. We explain why this is the case.