

![The Velo3D 3D metal printing system [Source: Velo3D]](https://fabbaloo.com/wp-content/uploads/2020/05/velo3dov_result_img_5eb0a93036025.jpg)
One of the most secretive operations in 3D print history finally revealed their plans.
California-based Velo3D has been silently developing “something” for several years now. They’ve provided literally zero information about their project, aside from arms-length analyses of their job postings, something ancient Kremlinologists used to do.
The only thing we knew before this week was that their project dealt with some type of 3D metal printing process. Now we know a great deal more.
It turns out they’ve been working on a 3D metal printing process for production parts, specifically for aerospace, oil & gas, and medical implant industries. This is certainly a good strategy, as the demand for 3D printed metal parts in each of those industries has now been fully established.
But at the same time, those industries are already served by a number of existing players, such as EOS, SLM Solutions, Trumpf, Farsoon and even 3D Systems, so what might Velo3D bring to the table that isn’t already there?
When I heard their approach was a powder bed / laser process I was initially disappointed, as I’ve seen a large number of machines of this style be introduced over the past two years, typically by Asian CNC equipment manufacturers hoping to cash in on the 3D metal printing demand. These machines are all essentially identical in function and provide no notable improvements in process, print quality or speed, although sometimes they are available at lower cost.
So what, then, is Velo3D up to?
From the their press release, their introductory video and reading between the lines, it seems that they have supercharged the conventional 3D metal printing process in multiple ways to arrive at a system that appears far more capable than conventional 3D metal printing alternatives. This is done through a sophisticated combination of hardware, process and software.
It’s almost as if they took a very hard look at existing 3D metal printing processes and workflows and simply “fixed them”.
![Dual lasers firing in the Velo3D Sapphire 3D metal printing system [Source: Velo3D]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0a93099051.jpg)
A big aspect of their approach is precision. Their Sapphire 3D metal printing system includes a number of features to ensure very tight tolerances, such as real-time closed-loop melt pool control that produce highly consistent results, and embedded 3D metrology systems to ensure parts truly match the intended design. The system also includes a sophisticated simulation process to ensure it’s known exactly how prints will proceed.
![Part of the control panel on the Velo 3D Sapphire 3D metal printer [Source: Velo3D]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0a93135eec.jpg)
The Sapphire system includes dual 1kW lasers for rapid 3D printing and something they call a “Non-contact recoater”, which adds a thin coating of metal powder for subsequent print layers. I really have no idea what “non-contact” means in this configuration, but I’m interested to find out more. Velo3D says these should enable rapid prints, which is quite attractive when combined with the quality features.
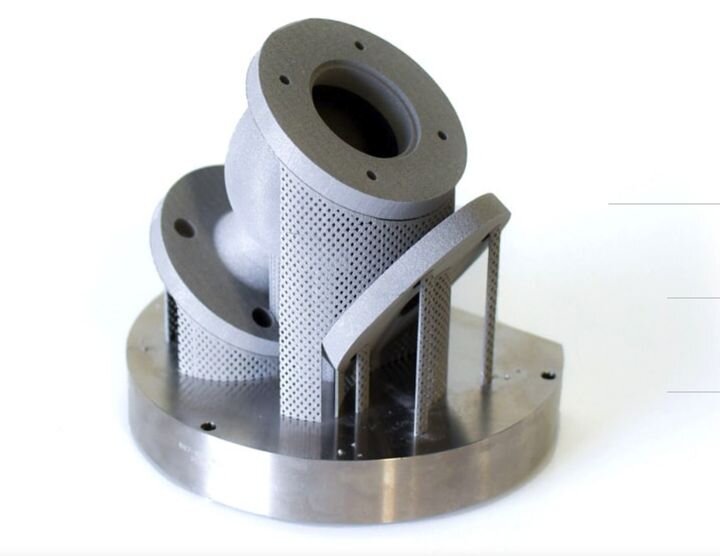
The precision of the Sapphire system is such that they are actually able to 3D print objects with overhangs as low as a mere 15 degrees without support structures! Normally support structures would be required for anything under 45 degrees, so this is a very notable improvement.
Losing support structures is incredibly important as heat from the melt pool is lost through them during print operations. This leads 3D metal printer operators to spend considerable effort to carefully design thermal flows through metal support structures to ensure the object is not corrupted. It sounds like this effort will be significantly reduced with Velo3D’s system.
Another very interesting approach in the Sapphire system is that it has a true vertical, 3D print capability.
In most metal 3D printing systems the print is actually printed on a thick metal plate for stability. The print must be precisely sliced off the plate after printing (well, after cooling, too). This is typically done by a pricey wire EDM machine. While the plates can be reused until they’re too thin, their presence adds steps to the process of 3D metal printing.
![Metal 3D printed parts made without support structures by Velo3D [Source: Velo3D]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0a931a394e.jpg)
Plates don’t seem to be used in the Velo3D system. Instead it operates rather like a full 3D volume machine such as an SLS system. In those systems the surrounding non-fused powder acts as the support structure, where you can simply lift the prints out of the loose powder post-printing. No plates involved there, and Sapphire does the same.
![Picking out completed metal parts from Velo3D's Sapphire system [Source: Velo3D]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0a9320b0dc.jpg)
This means that the prints can be stacked up within the print volume in 3D, making more prints possible within a single job run. Their build volume is an enormous cylinder of 315mm wide by 400mm tall. While we don’t yet know the economics of this approach, it will surely be vastly less expensive to produce volumes of parts on Sapphire.
![The Velo3D Sapphire 3D metal printer's cylindrical build volume [Source: Velo3D]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0a932710b8.jpg)
I can’t tell you how important this last bit really is, because production volume is critical for 3D metal printing operations. Remember that 3D metal printers are typically producing final end-use objects, not prototypes. Thus they frequently are making the same or near-identical parts over and over. The ability to crank out dozens of parts at a time will be fantastically more attractive economically to such print operations.
![Rolling out a completed build on the Velo3D Sapphire 3D metal printing system [Source: Velo3D]](https://fabbaloo.com/wp-content/uploads/2020/05/image-asset_img_5eb0a932ca017.jpg)
Velo3D has also spent time designing the materials handling system for efficient operation as well. The powder processing takes place entirely outside the main machine, for example. As well, the build volume is on a rollable track where you can quickly pull it out and start a second print job (with a second build volume, of course). The first one will cool at leisure, while the second print started after only 15 minutes turnaround time.
While Velo3D has had some units installed at beta test sites for a while, the system is now generally available for anyone to acquire.
Finally, Velo3D has also answered a question we’ve been wondering about for years: how do you pronounce “Velo3D”. Is it “Vee-Low 3D”? “Vah-Loo 3D”? Nope, it’s actually pronounced “Vellow 3D”, rhyming with “fellow”.
Whichever way it’s pronounced, they seem to be making a very interesting 3D metal printer.
Via Velo3D








Aerosint and Aconity have proven out their work in multi-metal powder deposition 3D printing.