

A study by LPW Technology reveals some of the complexities of performing 3D metal printing with powder processes.
LPW Technology is a manufacturer of fine metal powder that can be used in a wide range of 3D metal printing equipment, or at least those using a powder bed process for printing. Currently they offer products in Aluminium, Cobalt, Copper, Nickel, Tantalum, Tungsten, Molybdenum, Steel, Titanium, Tungsten, Carbide and various custom alloys. They’ve also optimized these powders for use in common 3D printing power-based systems such as those from EOS, SLM Solutions, Concept Laser, Renishaw, 3D Systems, Trumpf and Arcam.
In addition to the powder itself, the company also offers associated hardware, such as bar-coded containers, software to manage powder supplies and a variety of analytical and engineering services.
So you could say they know what they’re talking about when they issued a new report, entitled “Vacuum vs non-vacuum melted gas atomised powders”, in which they investigate the effects of gas corruption on powders.
First, let’s recall that in a powder-based metal 3D printing process, a high energy beam (typically a laser but not always) is used to swiftly melt selective portions of a flat bed of metal powder. As some metals are toxic and explosive, the printing almost always takes place within a sealed atmospheric controlled chamber, where the oxygen has been removed.
Oxygen is a highly reactive element and to eliminate it, the chamber is typically either evacuated to a near vacuum or filled with a neutral gas such as argon or nitrogen.
But regardless of what technique is used, the powder does encounter some oxygen. And those oxygen molecules can combine with the powder.
Typically in powder processes, the powder that did not fuse to the part is re-used in subsequent prints. However, each time it is used, a little bit more oxygen is absorbed. After repeated print runs, the oxygen corruption has built up sufficiently to cause a problem.
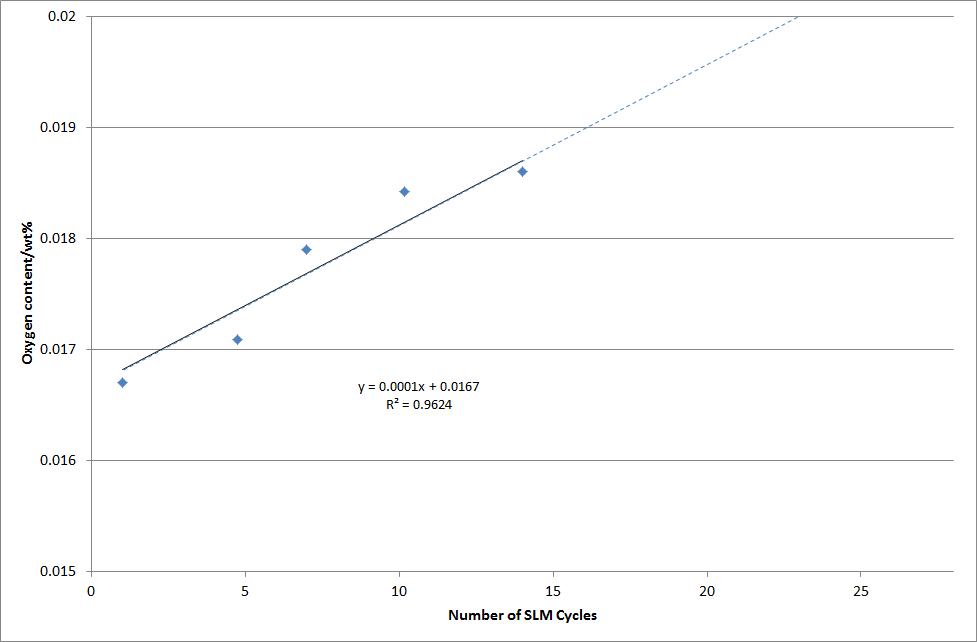
In this chart you can see how the oxygen by weight increases as each printing cycle occurs. It’s a linear effect, but the rate is apparently affected by the quality of the exposure.
But what happens when too much oxygen is absorbed? This chart shows what happens:
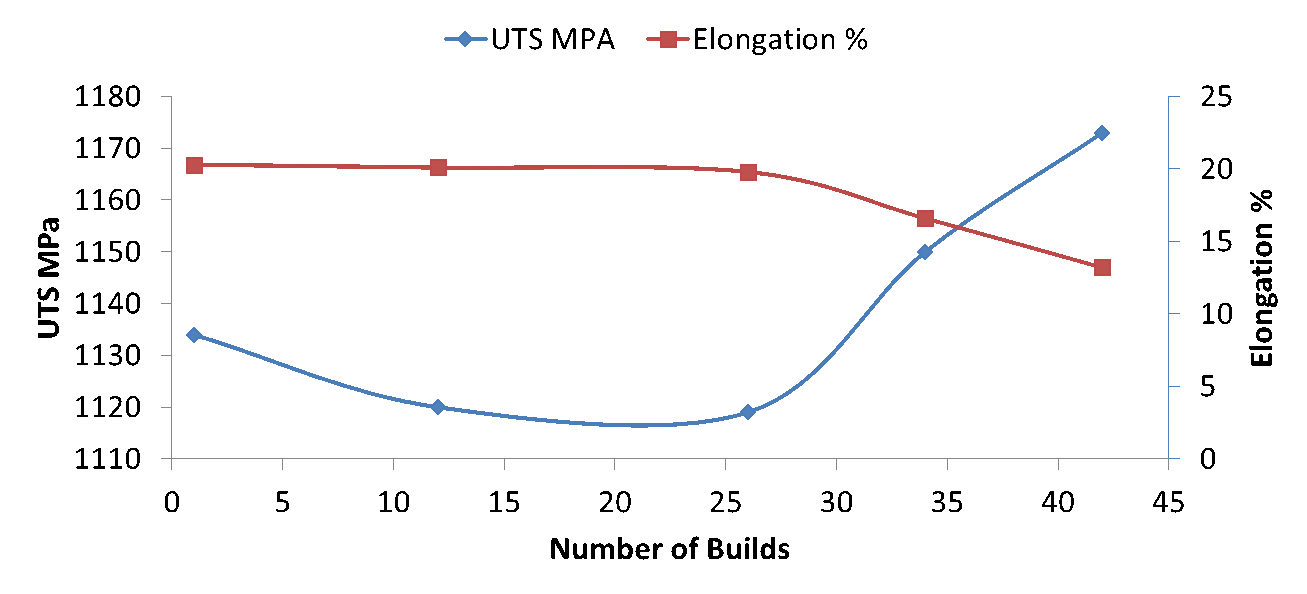
The net effect is that the parts being produced become less strong after a sufficient amount of oxygen is present. This means that 3D metal printer operators should regularly change their metal powder supplies – and I suppose that’s a good thing for LPW, who sell such powders. But this effect is nonetheless quite real.
The resulting lower strength parts could be a significant issue. Imagine if an aircraft manufacturer was producing a critical part, only to find that in order to save some powder costs, the operator kept re-using old oxygenated powder for too long?
The difference here is that 3D metal printing is really becoming a production process, not a prototyping process. And those production parts absolutely must meet the specifications required by their buyers.
LPW says that other gases can contribute to the problem:
How oxygen and other gaseous contaminants affect the microstructures and mechanical properties of AM components is not well documented. Oxygen at low concentrations is not considered detrimental, but at a content above 200-300 ppm is shown to affect the mechanical properties such as elongation and rupture life. Nitrogen and hydrogen are considered harmful even in minute additions.
This is but one of many critical concerns one must have when operating 3D metal printing equipment.
Via LPW Technology